







ФЛАНЕЦ - ВСЕ ВИДЫ И РАЗМЕРЫ ФЛАНЦЕВ
Фланец - деталь трубопровода, предназначенная для присоединения узлов и деталей трубопровода между собой а так же к оборудованию, емкостям, аппаратам и прочим инженерным сооружениям. Фланцевое соединения одно из самых распространенных при монтаже трубопроводных инженерных систем.
Компания АГЛАНТ предлагает стандартные фланцы, изготовленные из сталей марок ст.20, 09Г2С или 12Х18Н10Т на диаметры условного прохода от 15 до 1200 мм (Ду15...Ду1200) и рассчитанные на номинальное давление до 25 бар (Ру 10, Ру 16, Ру 25). Так же можем изготовить изделие по чертежам Заказчика.
Фланец приварной Фланец ГОСТ 33259 Фланец стальной Фланцы Ру16 Фланцы Ру10 Фланец прижимной Фланец сталь 09Г2С
плоские
Все размеры плоских фланцев
воротниковые
Фланцы стальные воротниковые
резьбовые
Резьбовые стальные фланцы
свободные
Свободные и накидные фланцы

с покрытием
Фланцы ПНД с ПП покрытием

нержавеющие
Фланцы из нержавеющей стали
Часто задаваемые вопросы по фланцам
Какие существуют типы фланцев, и как выбрать подходящий для конкретного трубопровода?
Классификация фланцев определяется по трём ключевым признакам: способу присоединения к трубе, типу уплотнительной поверхности и конструктивному исполнению. По ГОСТ 33259-2015 и ГОСТ 12815-80 выделяют следующие основные типы:
— Плоские приварные (тип 01 по ГОСТ 33259, исполнение 1 по ГОСТ 12815): привариваются угловым швом снаружи. Применяются при DN ≤ 300, Ру ≤ 25, температуре до +300 °C. Недостаток — низкая устойчивость к изгибу и вибрации. Не рекомендуются для компрессорных линий.
— Приварные встык (тип 11, исполнение IV): имеют конусную разделку под полный провар. Обеспечивают равномерное распределение напряжений, допустимы при DN до 1600, Ру до 200. Это оптимальный выбор для ответственных систем — паропроводов, нефтепродуктопроводов, химических установок.
— Свободные на приварном кольце (тип 21): фланец не приваривается, а надевается на кольцо, приваренное к трубе. Позволяет многократную разборку без повреждения трубы. Часто используется как ответный фланец при подключении оборудования.
— Прижимные (под втулку или для ПЭ-труб): применяются при соединении разнородных материалов или в условиях, где сварка недопустима.
Выбор зависит от комплекса факторов:
1. Давление и температура: при Ру > 16 и t > 250 °C — только встык приварные (исполнение IV);
2. Материал трубы: для чугуна или ПЭ — только свободные или прижимные;
3. Условия монтажа: в стеснённых пространствах — плоские, но с пониженным коэффициентом запаса;
4. Категория герметичности по ГОСТ 356: I категория — только типы 11 и 21.
Типичная ошибка — установка плоского фланца на насосный агрегат с пульсацией давления. Даже при номинальном давлении 1,0 МПа (фланцы 1) усталостное разрушение сварного шва может произойти за 200–300 часов работы. Мы рекомендуем проводить расчёт по ГОСТ 32382-2013 с учётом цикличности и амплитуды давления.
Компания АГЛАНТ поставляет все типы фланцев — от Ду15 до Ду2000 — включая фланец для трубы из углеродистой и нержавеющей стали, чугуна, ПЭ. Мы можем оказать содействие в подборе под конкретные условия эксплуатации — в том числе с выдачей рекомендаций по совместимости с ответным фланцем.
Как правильно выполнить соединение фланцев, и какие ошибки чаще всего приводят к утечкам?
Соединение фланцев — технологический процесс, регламентированный ГОСТ 32569-2013 и СП 70.13330.2012. Основные этапы и критические ошибки:
1. Подготовка поверхностей. Уплотнительные поверхности должны быть очищены от окалины, масла, следов коррозии. Шероховатость для исполнения «впадина — выступ» — Ra ≤ 6,3 мкм (ГОСТ 12815). Ошибка: установка прокладки на поверхность с задирами >0,1 мм — приводит к локальному прорыву даже при низком давлении (фланцы 1).
2. Центровка и соосность. Допустимый перекос — не более 0,5 мм на 1 м длины (СП 70.13330). При большем перекосе создаётся изгибающий момент, превышающий допустимые напряжения в прокладке. Для Ду200 Ру16 расчёт показывает: перекос 1,0 мм увеличивает контактное давление на краю прокладки на 35%, что вызывает выдавливание.
3. Выбор прокладки. Для воды и воздуха при t ≤ 200 °C — паронит ПОН-А (ГОСТ 481); для пара — металлопаронит или спирально-навитые (ГОСТ Р 57631); для агрессивных сред — фторопласт или EPDM. Ошибка: использование резиновой прокладки в паропроводе — разрушение за 1–2 цикла нагрева.
4. Затяжка крепежа. Обязательна крестообразная многоступенчатая затяжка (30% → 60% → 100% от расчётного момента). Для Ду100, сталь 20, паронит — момент 65 Н·м (расчёт по методике РТМ 26-01-70-76). Ошибка: затяжка по кругу «до упора» — перекос фланцев и неравномерное сжатие прокладки.
5. Повторная затяжка. После первого нагрева до рабочей температуры (особенно при t > 150 °C) требуется дотяжка на 10–15% — из-за релаксации прокладки.
Мы рекомендуем фиксировать параметры монтажа в акте: перекос, момент затяжки, тип прокладки, температура окружающей среды. Компания АГЛАНТ поставляет фланцы под комплектацию — включая прокладки и крепёж, подобранные под конкретный Ду и Ру, что помогает минимизировать риски несовместимости.
Что такое ответный фланец, и как обеспечить его совместимость с основным фланцем?
Ответный фланец — это второй элемент фланцевого соединения, который устанавливается на встречной трубе, арматуре или оборудовании и обеспечивает герметичное стыкование. Он может быть частью задвижки, насоса, теплообменника или поставляться отдельно (например, для заглушки или переходника).
Совместимость определяется пятью параметрами:
1. Условный проход (Ду): должен совпадать с основным фланцем. Допускается разница ±1 размерный ряд только при использовании переходной вставки.
2. Условное давление (Ру/PN): ответный фланец должен иметь Ру ≥ основного. Например, к фланцу Ру16 нельзя монтировать ответный Ру10 — даже если рабочее давление 0,8 МПа.
3. Тип уплотнительной поверхности: «высокий выступ — впадина» (исп. 3–4), «шип — паз» (5–6), «гладкая» (1–1) — пары строго фиксированы. Ошибка: соединение «гладкий» + «впадина» — гарантированная утечка из-за неравномерного прилегания.
4. Шаг и диаметр расположения отверстий: по ГОСТ 33259 для Ду150 Ру16 — 241±0,6 мм, 8 отверстий Ø22. Отклонение >0,5 мм требует расточки или применения компенсирующей шайбы.
5. Материал: при соединении разнородных сталей (например, 09Г2С + 12Х18Н10Т) необходимо контролировать гальваническую совместимость — разность потенциалов не должна превышать 0,25 В (по ГОСТ 9.908).
Практический пример: при подключении импортного насоса с фланцем PN 16 EN 1092-1 к российскому трубопроводу с фланцем Ру16 ГОСТ 33259 возможна несовместимость по толщине (EN — 22 мм, ГОСТ — 24 мм), что вызывает перекос. Решение — использовать ответный фланец по ГОСТ, но с доработкой (фрезеровка буртика) или применить специальную вставку.
Компания АГЛАНТ поставляет ответные фланцы всех типов — в том числе нестандартные, по чертежам заказчика. Мы стараемся выполнить подбор с учётом не только Ду и Ру, но и реальной геометрии встречного оборудования — включая 3D-сканирование фланцев при необходимости.
Какие документы должны сопровождать фланец при поставке, и как проверить его качество перед монтажом?
Пакет сопроводительной документации для фланца регламентирован ГОСТ 2.601, ГОСТ Р и ТР ТС 010/2011 (для ОПО). Минимальный комплект включает:
— Паспорт изделия с указанием: Ду, Ру, тип (например, «фланец IV»), марка стали, номер плавки, стандарт (ГОСТ 33259-2015), дата изготовления;
— Сертификат качества по ГОСТ Р с протоколами: химический состав (ГОСТ 18895), механические свойства (ГОСТ 1497), ударная вязкость (ГОСТ 9454), шероховатость уплотнительной поверхности;
— Сертификат EN 10204-3.1 (при экспорте) или 3.2 (если требуется независимый контроль);
— Акт гидравлических испытаний (1,5 × Ру, 5 мин, без течи и остаточной деформации).
Входной контроль перед монтажом включает:
1. Визуальный осмотр: отсутствие трещин, закатов, следов коррозии, повреждений уплотнительной поверхности (допускается не более 2 рисок длиной ≤3 мм и глубиной ≤0,1 мм по РД 36-62-84).
2. Геометрический контроль штангенциркулем и шаблоном: Ду (±1%), наружный диаметр (±2 мм), толщина (–0/+3 мм), диаметр расположения отверстий (±0,6 мм).
3. Проверка маркировки: по ГОСТ 33259-2015 на наружной поверхности должны быть выбиты: Ду, Ру, марка стали, номер плавки, год изготовления.
4. При сомнениях — спектральный анализ (XRF) для подтверждения стали, измерение твёрдости (HB ≤ 220 для стали 20).
Критическая ошибка — монтаж без проверки шага болтов. Разница в 1–2 мм между фланцами разных производителей приводит к перекосу и утечке уже при 30% от номинального давления. Мы рекомендуем проводить «сухую» сборку (без прокладки) перед окончательной установкой.
Компания АГЛАНТ старается поставлять фланцы с полным пакетом документации и может помочь в организации входного контроля — в том числе выездом специалиста на объект. При запросе мы оказываем содействие в оформлении декларации ТР ТС для объектов Ростехнадзора. Тем, кто планирует фланец купить для ответственных систем, мы рекомендуем заранее согласовать перечень требуемых протоколов.
ПОЧЕМУ МЫ?
МЫ РАБОТАЕМ ПО ВСЕЙ РОССИИ И СТРАНАМИ СНГ. УЖЕ БОЛЕЕ 1000 КОМПАНИЙ СОТРУДНИЧАЮТ С НАМИ.
- Склад в Московской области.
- Прямые поставки от производителей.
- Большой выбор продукции. Закрываем все позиции в заявке.
- Конкурентные цены.
- Оперативная обработка заявки.
- Бесплатная доставка по Москве и до любой ТК (в пределах МКАД)
НЕ НАШЛИ ТОВАР В КАТАЛОГЕ? ПРИШЛИТЕ ЗАЯВКУ И МЫ ПОДБЕРЕМ ЛУЧШИЕ УСЛОВИЯ ДЛЯ ВАС!
Фланец воротниковый Ду 1200 Ру16 приварной стальной
- Размер DN
- 1200
- Давление PN
- 16
- Корпус
- Сталь
- Страна
- КНР
Фланец воротниковый Ду 1200 Ру10 приварной стальной
- Размер DN
- 1200
- Давление PN
- 10
- Корпус
- Сталь
- Страна
- КНР
Фланец воротниковый Ду 1000 Ру16 приварной стальной
- Размер DN
- 1000
- Давление PN
- 16
- Корпус
- Сталь
- Страна
- КНР
Фланец воротниковый Ду 1000 Ру10 приварной стальной
- Размер DN
- 1000
- Давление PN
- 10
- Корпус
- Сталь
- Страна
- КНР
Фланец воротниковый Ду 900 Ру16 приварной стальной
- Размер DN
- 900
- Давление PN
- 16
- Корпус
- Сталь
- Страна
- КНР
Фланец воротниковый Ду 900 Ру10 приварной стальной
- Размер DN
- 900
- Давление PN
- 10
- Корпус
- Сталь
- Страна
- КНР
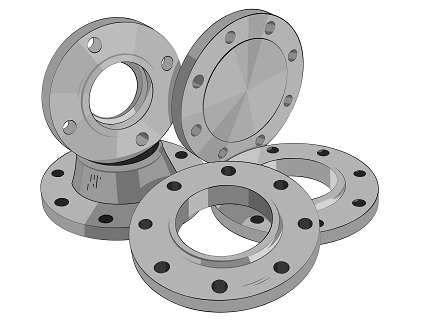
Разделяют нескольких типов конструкций фланца:
- Плоский фланец. Изготавливается по ГОСТ 33259-2015 в различных исполнениях.
- Воротниковый фланец. Изготовляется по ГОСТ 33259-2015. В отличие от плоского фланца, приваривается к трубопроводу торцом воротниковой части (стык в стык). При этом увеличивается длина трубопровода.
- Резьбовой фланец. Изготавливается по ГОСТ 9399-81. Используется для перехода с муфтового (резьбового) соединения на фланцевое.
- Прижимной и свободные (накидной) фланец. Изготавливается по ГОСТ 33259-2015. Применяется в случае фланцевого перехода для соединения участков труб из разного материала (например, сталь и ПНД труба).
Подробное описание, способы производства, исполнения и материалы фланца описания в действующих нормативных документах (ГОСТах).
Основные из них:
- ГОСТ 33259-2015. Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250. Конструкция, размеры и общие технические требования.
- ГОСТ 28759.1-90. Фланцы сосудов и аппаратов. И прокладки к ним. Конструкция и размеры. Технические требования.
- ГОСТ 28759.2-90. Фланцы сосудов и аппаратов. Стальные плоские приварные. Конструкция и размеры.
- ГОСТ 28759.3-90. Фланцы сосудов и аппаратов. Стальные приварные встык. Конструкция и размеры.
- ГОСТ 28759.4-90. Фланцы сосудов и аппаратов. Стальные приварные встык под прокладку восьмиугольного сечения. Конструкция и размеры.
- ГОСТ Р 54432-2011. Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200.
- ГОСТ 12822-80, ГОСТ 12815-80. Фланцы стальные свободные на приварном кольце на Ру от 0,1 до 2,5 МПа. Конструкция, размеры и общие требования.
- ГОСТ 12820-80, ГОСТ 12821-80. Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (варианты исполнения).
По способу изготовления фланцы классифицируется следующим образом:
- Ковка. Процесс многократной обработке заготовки давлением, при этом достигаются необходимые технические параметры фланца.
- Центробежное литье. Исходно сырье проходит электрошлаковую переплавку. Затем происходит заливка форм. Использование литья позволяет изготавливать заготовки с минимальным припуском. Метод центробежного литья подходит для изготовления изделий больших диаметров.
- Горячая штамповка. Этот метод происходит в четыре этапа - осадка, образование формы, прошивка, обрезка. Полученные заготовки доводят до необходимых параметров путем резки (проточки).
- Резка. Способ изготовления фланцев на металлорежущих станках. Довольно распространенный метод изготовления изделий.
Фланцы бывают различных типов и размеров, в зависимости от конкретных требований и условий эксплуатации. Среди наиболее распространенных видов фланцев можно выделить следующие: сварные фланцы, навальные фланцы, фланцы с резьбовым соединением, фланцы с плоским и углубленным уплотнительным краем и другие.
При выборе фланцев необходимо учитывать такие параметры, как диаметр, давление, материал изготовления, тип уплотнения и другие технические характеристики. Качественные фланцы отличаются высокой прочностью, надежностью и долговечностью, что обеспечивает безопасную и эффективную работу системы.
Если вам необходимы качественные фланцы для вашего производства или ремонта, обращайтесь к нам. Мы предлагаем широкий выбор фланцев различных типов и размеров, изготовленных из высококачественных материалов. Наши специалисты помогут подобрать оптимальное решение под ваши требования и гарантируют качество и надежность продукции. Покупая фланцы у нас, вы получаете гарантию безопасной и эффективной эксплуатации вашего оборудования.
В нашем каталоге Вы сможете подобрать фланцы необходимых параметров и материалов.
Свежие отзывы о нашей работе
4 дней назад 16:34
Не плохая компания. Привезли во время, по номенклатуре вопросов нет. Советую приучить водителей заранее звонить - попали в обед на объекте.

Репник Александр
ООО "Строй Дом"
9 дней назад 17:12
Одни из лучших. Рекомендуем.
Все четко и без проблем.
Ерыгин Антон
ООО "ВИП Альянс"
10 дней назад 11:22
Быстрая доставка. Оперативно отработали.Покупали муфты для сборки ПНД труб. Цены одни из лучших.

Позднякова Виктория
МУП ЖКК "Домовик"
13 дней назад 13:26
Помогли с подбором. Спасибо Ларисе за консультацию. Отправили через ТК Байкал Сервис быстро. Будем работать!
Вельян Оксана
ООО "ВитаРус"
17 дней назад 14:41
Не очень быстро ответили но цены порадовали. Отгрузка оперативно, до транспортной бесплатно довезли.
Первов Денис
ООО "Комплект сервис"

ДВУХЭКЦЕНТРИКОВЫЕ ЗАТВОРЫ Ду1200

ЧУГУННЫЕ РЕМОНТНЫЕ ДВУХСОСТАВНЫЕ МУФТЫ

ОБРАТНЫЕ ФЛАНЦЕВЫЕ ШАРОВЫЕ КЛАПАНЫ

ШИБЕРНЫЙ ФЛАНЦЕВЫЙ ЗАТВОР Ду600

РЕМОНТНЫЕ ДВУХСОСТАВНЫЕ ХОМУТЫ

ЧУГУННЫЕ ДЕМОНТАЖНЫЕ ВСТАВКИ

СБОРНАЯ ПОСТАВКА ТРОЙНИКОВ ВЧШГ И МУФТ ПФРК

ИЗГОТОВЛЕННЫЕ НА ЗАКАЗ ИЗДЕЛИЯ ИЗ ПНД

СОЕДИНИТЕЛЬНЫЕ МУФТЫ ДРК

КОМПЛЕКТНАЯ ПОСТАВКА ОБОРУДОВАНИЯ В ВОДОКАНАЛ

ЭЛЕКТРОСВАРНЫЕ МУФТЫ ДЛЯ СБОРКИ ПНД ТРУБ

ТРУБЫ НПВХ И КОМПЛЕКТУЮЩИЕ К НИМ

МУФТЫ ПФРК ДЛЯ ПНД ТРУБ Ду 600(630)

СВОБОДНЫЕ ФЛАНЦЫ ПОД ВТУЛКИ ПНД

МУФТЫ ДРК И ПФРК ДЛЯ ОДНОГО ИЗ ВОДОКАНАЛОВ РОССИИ
Содержащиеся здесь сведения о продукции, включая фотографии, технические данные, детали комплектации, размеры, дизайн, расцветку, место изготовления, а также сертификаты и паспорта, служат исключительно для ознакомления и сформированы на базе актуальных данных, предоставленных изготовителем.
Компания-производитель оставляет возможность вносить корректировки в спецификации без предварительного извещения продавца. Данное описание не следует расценивать как публичную оферту.