







ПЕРЕХОД ЭЛЕКТРОСВАРНОЙ
В последние годы значительное внимание уделяется развитию и оптимизации производственных процессов в области сварочных технологий, особенно при работе с полиэтиленовыми (ПЭ) материалами. Переход на электросварную технологию при соединении ПЭ труб стал заметным шагом вперед, повышая качество и надежность сварных соединений. Этот прогресс особенно актуален в сферах, где требуется высокая герметичность и долговечность систем, например, в коммунальном хозяйстве и строительстве.
Часто задаваемые вопросы об электросварном переходе из ПЭ100
Что такое электросварной переход из полиэтилена ПЭ 100 и в каких случаях он применяется?
Электромуфтовый переход — это специализированный фитинг из полиэтилена низкого давления (ПНД), предназначенный для герметичного соединения труб разного диаметра методом электромуфтовой сварки. Производится из высококачественного полиэтилена класса ПЭ 100, что обеспечивает ему исключительную прочность, долговечность и устойчивость к внутреннему давлению. Такие переходы широко используются в системах водоснабжения, газоснабжения, канализации и промышленных трубопроводах, где требуется плавное изменение сечения магистрали без потери герметичности и надёжности.
Основное назначение электросварного перехода — обеспечение надёжного и быстрого соединения участков трубопровода с разным наружным диаметром. Например, при подключении распределительной сети меньшего диаметра к магистральной линии большего сечения или при интеграции новых ответвлений в существующую систему. В отличие от стыковой сварки, которая требует точной подгонки торцов и одинакового диаметра, электромуфтовая технология позволяет соединять трубы разного размера с помощью встроенных в муфту нагревательных спиралей, что делает процесс более гибким и универсальным.
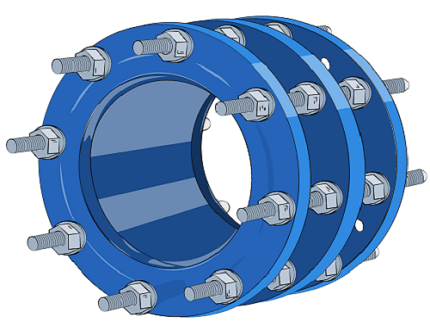
Конструктивно электросварной переход представляет собой цилиндрический корпус с двумя раструбами разного диаметра, внутри которых расположены электронагревательные элементы — медные спирали, запрессованные в стенку фитинга. При подаче напряжения от сварочного аппарата спирали нагреваются, расплавляя прилегающий слой полиэтилена как на внутренней поверхности муфты, так и на внешней поверхности трубы. После остывания образуется монолитное бесшовное соединение, по прочности не уступающее самой трубе.
Согласно международному стандарту ISO 8085 и ГОСТ Р 50838-2009, изделия из ПЭ 100 должны выдерживать длительное давление до 10 МПа при температуре +20 °C, а также демонстрировать высокую устойчивость к медленному росту трещин (SCG). Электросварные переходы из ПЭ 100 полностью соответствуют этим требованиям и проходят обязательные испытания на герметичность, прочность на разрыв и термостойкость.
Одним из ключевых преимуществ электросварного перехода является его универсальность. Он может использоваться как при строительстве новых объектов, так и при ремонте и модернизации действующих сетей. Например, при замене изношенного участка трубопровода можно быстро подключить новую трубу меньшего диаметра через электросварной переход, не нарушая целостность основной магистрали.
Ещё одно важное преимущество — высокая скорость монтажа. В отличие от стыковой сварки, требующей подготовки торцов, центровки и длительного охлаждения, электромуфтовое соединение выполняется за 10–20 минут в зависимости от диаметра. Компания АГЛАНТ предлагает широкий ассортимент электросварных переходов ПЭ 100 различных типоразмеров — от 25/20 мм до 630/500 мм. Мы можем помочь в подборе решения, которое окажет содействие в достижении надёжности и долговечности трубопроводной системы.
Как правильно монтировать электросварной переход ПЭ 100 и какие ошибки чаще всего допускают при установке?
Монтаж электросварного перехода ПЭ 100 — ответственный технологический процесс, от которого напрямую зависят герметичность, прочность и срок службы всего трубопровода. Несмотря на кажущуюся простоту, этот вид соединения требует строгого соблюдения технологии, использования сертифицированного оборудования и квалифицированного персонала.
Процесс начинается с подготовки труб и фитингов. Перед установкой необходимо тщательно очистить наружные поверхности концов труб от грязи, пыли, влаги и жировых загрязнений. Используйте только чистую салфетку или специальное обезжиривающее средство, одобренное производителем. Затем с помощью резака для ПНД обрезают торцы труб строго под прямым углом — любое отклонение более чем на 2° недопустимо, так как это нарушает равномерность контакта с нагревательными спиралями. После обрезки кромки зачищают от заусенцев.
Далее труба меньшего диаметра вставляется в соответствующий раструб перехода до упора, затем — труба большего диаметра. Важно соблюдать правильную глубину ввода: на каждом переходе есть метки (кольца), указывающие предельную глубину ввода трубы. Превышение или недостаточное углубление приводит к неравномерному расплавлению материала и снижению прочности соединения. Согласно СТО НОСТРОЙ 2.14.142-2013, отклонение от рекомендованной глубины не должно превышать ±2 мм.
После установки труб к переходнику подключается аппарат для электромуфтовой сварки. Устройство автоматически считывает параметры (время, напряжение, температуру) с QR-кода или вводит их вручную в соответствии с паспортом фитинга. Современные аппараты имеют функцию самодиагностики и контроля процесса в режиме реального времени. Во время сварки важно не перемещать трубы и не оказывать на них механическое воздействие. После завершения цикла необходимо выдержать время охлаждения — от 30 минут до 2 часов в зависимости от диаметра.
Чаще всего при монтаже допускаются следующие ошибки: — использование несертифицированных или изношенных сварочных аппаратов; — отсутствие очистки поверхностей перед сваркой; — неправильная глубина ввода трубы; — прерывание процесса сварки или преждевременное охлаждение; — монтаж при экстремальных температурах без учёта поправочных коэффициентов.
Компания АГЛАНТ предоставляет консультационную поддержку по монтажу. Наши специалисты могут помочь в подготовке инструкции для монтажной бригады, что может помочь избежать ошибок и обеспечить надёжную эксплуатацию системы в течение всего срока службы.
Почему электросварные переходы ПЭ 100 считаются наиболее надёжным решением для соединения труб разного диаметра?
Электросварные переходы из полиэтилена ПЭ 100 считаются наиболее надёжным решением для соединения труб разного диаметра благодаря уникальному сочетанию технологических, механических и эксплуатационных преимуществ. В отличие от механических или компрессионных соединений, которые полагаются на уплотнительные кольца и обжимные элементы, электромуфтовая сварка создаёт монолитное, диффузионное соединение, где граница между трубой и фитингом исчезает на молекулярном уровне.
Прочность такого шва достигает 22–25 МПа при растяжении, что соответствует пределу прочности самого полиэтилена ПЭ 100. Это подтверждается испытаниями по методике ISO 13954 и данными НИЦ «Строительство». В то же время компрессионные соединения теряют до 30 % прочности при циклических нагрузках, а резьбовые — чувствительны к вибрациям и перекосам.
Ещё одно преимущество — долговечность. Срок службы электросварного перехода оценивается в 50–100 лет при соблюдении условий монтажа и эксплуатации. Это подтверждается ускоренными испытаниями по ISO 9080, моделирующими работу в течение десятилетий. Уплотнительные элементы в других типах соединений стареют, теряют эластичность и требуют замены уже через 10–15 лет.
Технологическая гибкость делает электросварные переходы незаменимыми в реальных условиях строительства. Они позволяют работать в стеснённых пространствах, при наличии поворотов, под землёй или в колодцах, где невозможно использовать оборудование для стыковой сварки. Кроме того, процесс легко документируется: современные аппараты сохраняют журнал сварки с QR-кодом, что обязательно для сдачи в эксплуатацию.
Электросварные переходы ПЭ 100 устойчивы к коррозии, химическим веществам, биологическому воздействию и не требуют обслуживания в течение всего срока службы. Они подходят для систем с давлением до PN16 и температурой до +40 °C, что охватывает подавляющее большинство задач в водоснабжении, газоснабжении и промышленности.
Компания АГЛАНТ поставляет электросварные переходы, соответствующие всем требованиям ГОСТ, ТР ТС и международных стандартов. Мы работаем только с проверенными поставщиками, обеспечивая прозрачность происхождения продукции и полный пакет сопроводительной документации. Мы стараемся выполнить подбор изделий с учётом всех эксплуатационных факторов, что может помочь достичь технологического превосходства при реализации проекта.
Какие нормативы регулируют применение электросварных переходов, и какие документы нужны для ввода в эксплуатацию?
Применение электросварных переходов регулируется комплексом российских и международных нормативных документов, обеспечивающих безопасность и надёжность трубопроводных систем. Основными являются ГОСТ Р 50838-2009 «Трубы из полиэтилена для газоснабжения», ГОСТ 18599-2001 «Трубы напорные из полиэтилена», а также СП 40-103-2000 «Проектирование и монтаж трубопроводов из полиэтиленовых труб» и СП 42-101-2003 (газоснабжение).
На международном уровне электросварные переходы должны соответствовать ISO 8085 (муфты для ПЭ-труб), ISO 4437 (газоснабжение), ISO 4427 (водоснабжение) и EN 12201 (европейский стандарт для ПЭ-трубопроводов). Эти документы устанавливают требования к материалу (MRS ≥ 10 МПа для ПЭ100), геометрии, испытаниям на длительную прочность и стойкость к медленному росту трещин (SCG).
Для ввода в эксплуатацию электросварных переходов необходимо предоставить следующий пакет документов: — сертификат соответствия продукции требованиям ТР ТС 032/2013 (для оборудования, работающего под давлением); — паспорт изделия по ГОСТ 2.601 с указанием материала, Ду, SDR, PN; — протокол гидравлических испытаний (обычно 1,5×Pраб); — сертификат на сырьё (ПЭ100 с MRS = 10 МПа); — заключение Роспотребнадзора (для систем питьевого водоснабжения); — акт освидетельствования скрытых работ с фотофиксацией монтажа и данными сварочного аппарата (время, напряжение, ток, QR-код).
Особое внимание уделяется коэффициенту снижения давления при повышенных температурах: например, переход SDR 11, рассчитанный на PN 16 при +20 °C, при +40 °C может работать только при давлении до 12,5 бар. Для газовых систем дополнительно требуется акт проверки герметичности с использованием гелиевого течеискателя или мыльного раствора.
Отсутствие любого из этих документов может стать причиной отказа в приёмке объекта Ростехнадзором или эксплуатирующей организацией. Компания АГЛАНТ поставляет электросварные переходы с полным комплектом технической документации, включая протоколы испытаний конкретной партии. Мы можем помочь в подготовке обоснования для экспертизы промышленной безопасности и согласовании решений с требованиями проектной организации. Это может помочь избежать задержек при сдаче объекта и обеспечить беспроблемную эксплуатацию в течение всего срока службы.
ПОЧЕМУ МЫ?
МЫ РАБОТАЕМ ПО ВСЕЙ РОССИИ И СТРАНАМИ СНГ. УЖЕ БОЛЕЕ 1000 КОМПАНИЙ СОТРУДНИЧАЮТ С НАМИ.
- Склад в Московской области.
- Прямые поставки от производителей.
- Большой выбор продукции. Закрываем все позиции в заявке.
- Конкурентные цены.
- Оперативная обработка заявки.
- Бесплатная доставка по Москве и до любой ТК (в пределах МКАД)
НЕ НАШЛИ ТОВАР В КАТАЛОГЕ? ПРИШЛИТЕ ЗАЯВКУ И МЫ ПОДБЕРЕМ ЛУЧШИЕ УСЛОВИЯ ДЛЯ ВАС!
Применение электросварки для ПЭ труб предполагает использование специализированного оборудования, которое обеспечивает равномерный нагрев и последующее давление для формирования качественного сварного соединения. Этот метод позволяет достигнуть высокой степени гомогенности материала в зоне сварки, что существенно повышает его прочность и устойчивость к различным внешним воздействиям. В данной статье мы рассмотрим основные аспекты перехода на электросварную технологию при работе с ПЭ трубами, подчеркнув ее преимущества и возможные сложности.
Муфта переходная ПНД. Монтаж на трубопроводы
Переход ПЭ электросварной играет ключевую роль в соединении трубопроводов из полиэтилена разного диаметра или материала, особенно актуально это становится при монтаже систем, где важен надежный переход от одного сечения к другому. Так, переход электросварной ПЭ100 - это компонент, который обеспечивает прочное и герметичное соединение благодаря высокому качеству используемого материала и технологии электросварки.
Для монтажа электросварных ПЭ переходов на ПНД трубопроводы важно соблюдение определенных технологических процессов. Прежде всего, необходимо подготовить поверхности соединяемых труб: очистить их от загрязнений и обезжирить. Это гарантирует качественное взаимодействие материалов при сварке.
Сам переход ПЭ электросварной подбирается исходя из параметров основного трубопровода и места установки. Это обеспечивает высокую степень совместимости и надежность в эксплуатации. Особенностью монтажа является использование специального сварочного оборудования для ПНД труб, которое позволяет выполнить электросварку под контролем температуры и времени, что критически важно для сохранения физических свойств материала.
Переход электросварной ПЭ100 обладает высокой устойчивостью к механическим повреждениям и агрессивным средам, что делает его идеальным решением для многих типов трубопроводных систем. Герметичность соединения обеспечивает длительный срок службы системы без потребности в дополнительном обслуживании. Следуя указаниям производителя и стандартам монтажа, можно добиться идеального результата, который будет служить надежно и эффективно на протяжении многих лет.
Как правильно выбрать SDR электросварного перехода
Выбор SDR для перехода ПЭ электросварной – важный этап, который определяет долговечность и надежность всей системы трубопроводов. SDR (стандартный размер диаметра) – это соотношение между наружным диаметром трубы и ее стенкой. По этому параметру определяют допустимое давление, которое может выдержать переход электросварной ПЭ100 и труба.
Для того чтобы правильно подобрать SDR перехода электросварной, необходимо учитывать условия эксплуатации системы. Основными факторами являются давление в системе и температурный режим. Переход ПЭ электросварной должен соответствовать характеристикам труб, с которыми он будет свариваться, чтобы обеспечить целостность и герметичность соединения.
Выбирая переход электросварной ПЭ100, стоит обратить внимание на производителя и соответствие изделия всем стандартам качества. Проверенные производители обычно предоставляют подробную документацию, по которой можно определить, подходит ли данное изделие для ваших условий эксплуатации.
В выборе SDR играет роль не только текущее, но и возможное будущее давление в системе, а также экстремальные условия, которым могут подвергаться трубы и фитинги. Это позволит избежать необходимости замены или ремонта в будущем, значительно увеличив срок службы системы в целом.
Таким образом, правильный выбор SDR для перехода электросварной гарантирует надежность соединения и предотвращает возможные проблемы, связанные с утечками или разрывом системы под давлением.
Свежие отзывы о нашей работе
4 дней назад 16:34
Не плохая компания. Привезли во время, по номенклатуре вопросов нет. Советую приучить водителей заранее звонить - попали в обед на объекте.

Репник Александр
ООО "Строй Дом"
9 дней назад 17:12
Одни из лучших. Рекомендуем.
Все четко и без проблем.
Ерыгин Антон
ООО "ВИП Альянс"
10 дней назад 11:22
Быстрая доставка. Оперативно отработали.Покупали муфты для сборки ПНД труб. Цены одни из лучших.

Позднякова Виктория
МУП ЖКК "Домовик"
13 дней назад 13:26
Помогли с подбором. Спасибо Ларисе за консультацию. Отправили через ТК Байкал Сервис быстро. Будем работать!
Вельян Оксана
ООО "ВитаРус"
17 дней назад 14:41
Не очень быстро ответили но цены порадовали. Отгрузка оперативно, до транспортной бесплатно довезли.
Первов Денис
ООО "Комплект сервис"

ДВУХЭКЦЕНТРИКОВЫЕ ЗАТВОРЫ Ду1200

ЧУГУННЫЕ РЕМОНТНЫЕ ДВУХСОСТАВНЫЕ МУФТЫ

ОБРАТНЫЕ ФЛАНЦЕВЫЕ ШАРОВЫЕ КЛАПАНЫ

ШИБЕРНЫЙ ФЛАНЦЕВЫЙ ЗАТВОР Ду600

РЕМОНТНЫЕ ДВУХСОСТАВНЫЕ ХОМУТЫ

ЧУГУННЫЕ ДЕМОНТАЖНЫЕ ВСТАВКИ

СБОРНАЯ ПОСТАВКА ТРОЙНИКОВ ВЧШГ И МУФТ ПФРК

ИЗГОТОВЛЕННЫЕ НА ЗАКАЗ ИЗДЕЛИЯ ИЗ ПНД

СОЕДИНИТЕЛЬНЫЕ МУФТЫ ДРК

КОМПЛЕКТНАЯ ПОСТАВКА ОБОРУДОВАНИЯ В ВОДОКАНАЛ

ЭЛЕКТРОСВАРНЫЕ МУФТЫ ДЛЯ СБОРКИ ПНД ТРУБ

ТРУБЫ НПВХ И КОМПЛЕКТУЮЩИЕ К НИМ

МУФТЫ ПФРК ДЛЯ ПНД ТРУБ Ду 600(630)

СВОБОДНЫЕ ФЛАНЦЫ ПОД ВТУЛКИ ПНД

МУФТЫ ДРК И ПФРК ДЛЯ ОДНОГО ИЗ ВОДОКАНАЛОВ РОССИИ
Содержащиеся здесь сведения о продукции, включая фотографии, технические данные, детали комплектации, размеры, дизайн, расцветку, место изготовления, а также сертификаты и паспорта, служат исключительно для ознакомления и сформированы на базе актуальных данных, предоставленных изготовителем.
Компания-производитель оставляет возможность вносить корректировки в спецификации без предварительного извещения продавца. Данное описание не следует расценивать как публичную оферту.